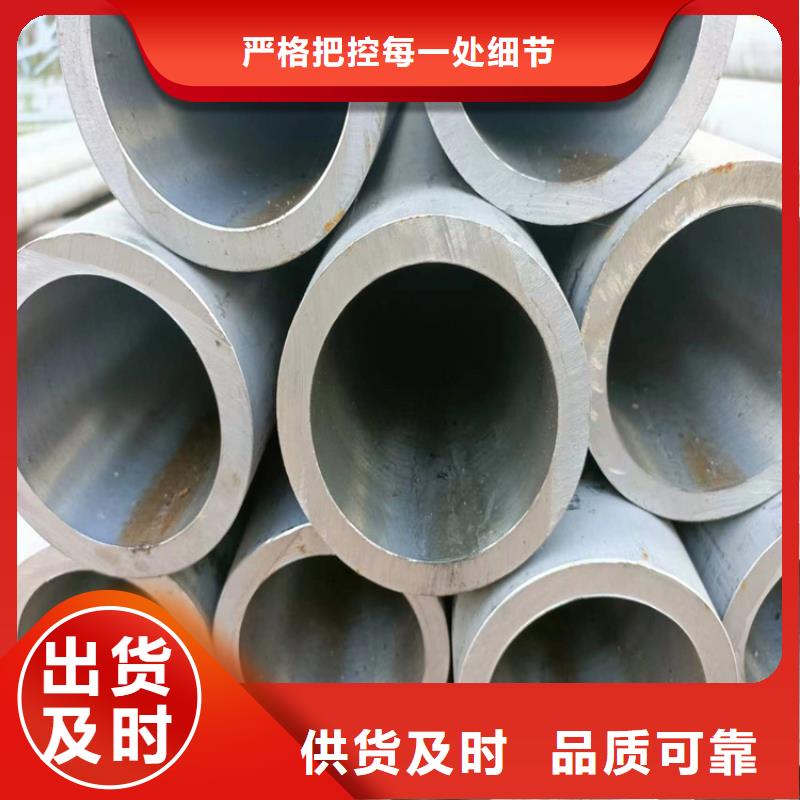
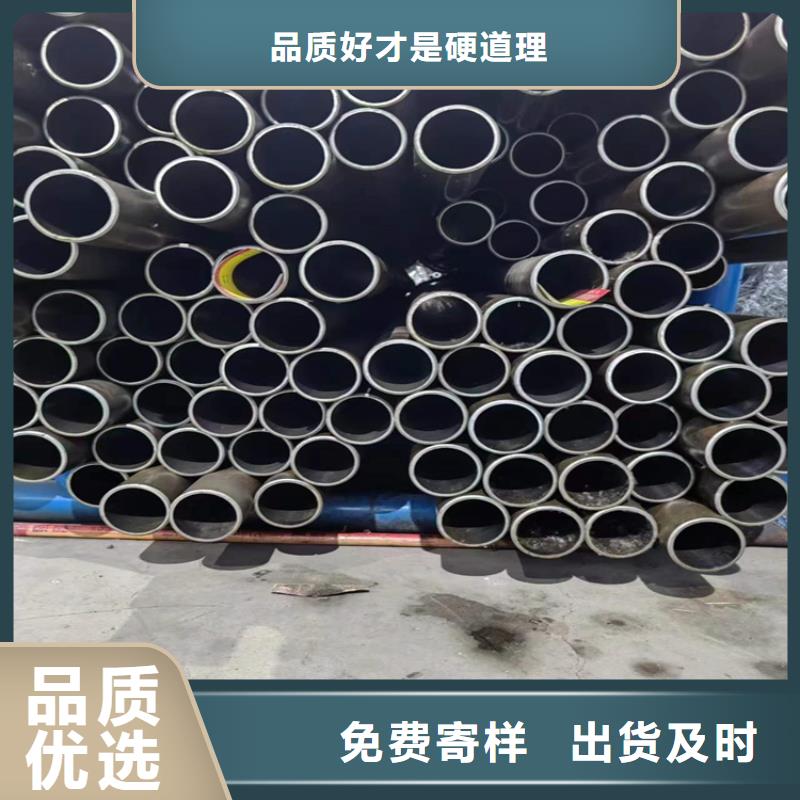
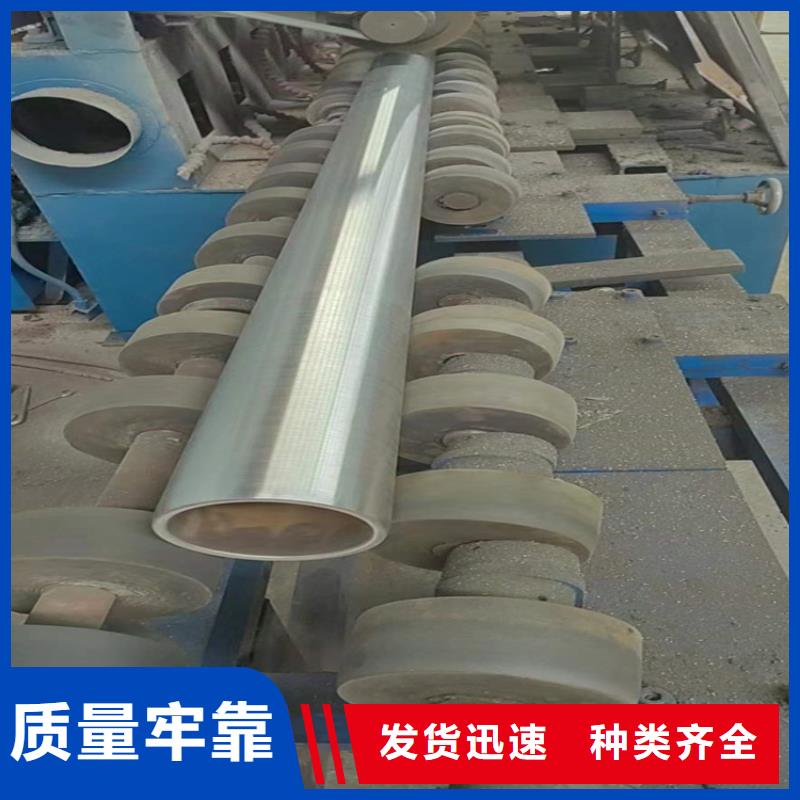
周边<安达>绗磨管
发布时间:2024-05-19 04:48:02
以下是:周边<安达>绗磨管的产品参数
| 最小起订 | 1公斤 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20#/45#/16Mn |
|---|
| 产品品牌 | 九冶 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 定制 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 有色金属 |
|---|
| 质保时间 | 1个月 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 机械加工/液压 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 正品 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/Q345B/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工 |
|---|
以下是:周边<安达>绗磨管的图文视频
导读 周边<安达>绗磨管,海南省安达液压机械有限公司为您提供周边<安达>绗磨管,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,请联系海南省安达液压机械有限公司,发货地:聊城辽河路燕山路交叉口南500米东首发货到海南。 海南省 海南省,简称“琼”,是中华人民共和国最南端的省级行政区,省会海口市;地处中国华南地区,北以琼州海峡与广东划界,西临北部湾与广西、越南相对,东濒南海与台湾对望,东南和南部在南海与菲律宾、文莱、马来西亚为邻;海南地势为中部高四周低,中间高耸,呈穹窿山地形;属热带海洋性季风气候;陆地总面积3.54万平方公里,管辖海域总面积约200万平方公里。截至2022年,海南省辖4个地级市,5个县级市、4个县、6个自治县。截至2022年末,海南省常住人口1027.02万人,比上年末增加6.56万人。
海南珩磨管油缸管绗磨管珩磨管淬火冷却的影响在珩磨管淬火冷却时,在两个温度范围内必须注意控制冷却速度。其中一个区域是为了完全珩磨管淬火硬化而需要快冷的临界区域,为了使零件淬硬,在临界区应当急冷。另一个区域是容易产生珩磨管淬火裂纹的低温区,在MS点温度以下,在这个温度区间发生奥氏体向马氏体的转变,体积膨胀,产生第二类畸变、第二类应力及宏观热处理应力,可能导致珩磨管淬火裂纹,因此称危险区。在危险区应当尽量慢冷,以缓和珩磨管淬火内应力。珩磨管淬火临界区和危险区示意图 珩磨管淬火后加工处理零部件珩磨管淬火后多进行加工处理。按加工处理的性质可分为热加工、机械加工和化学加工三类,以及它们的综合应用。淬后加工处理导致形成裂纹的过程是一个珩磨管淬火宏观、微观内应力和显微裂纹与淬后加工过程中出现的负荷应力或内应力之间发生相互作用的过程。滚压管


总结 周边<安达>绗磨管,海南省安达液压机械有限公司为您提供最新周边<安达>绗磨管产品案例,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:辽河路燕山路交叉口南500米东首。